The only thing consistent about iron phosphate (Fe Phos)?
The sludge.
The cleanouts.
The look your operators give when they hear “we need to flush the tank.”
It’s pitched as the low-cost, low-hassle option.
But in reality? It’s a mess.
And Fe Phos systems seem deceptively simple.
Tank. Heat. Additive. Run.
Until it’s…
Dump. Rinse. Scrub. Refill. Repeat.
Baked into that simplicity is a sludge problem no one talks about (but everyone’s stuck managing).
It clogs nozzles. Wrecks rinse tanks. Wastes chemistry and water. And it never stops. You’re just constantly staying one step ahead of the next mess.
Unless the chemistry changes, nothing else really does.
.png?upscale=true&width=1120&upscale=true&name=Iron%20Phosphate%E2%80%99s%20Dirty%20Little%20Secret%20(3).png)
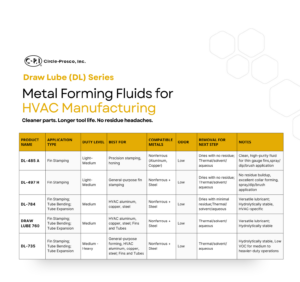
4 Signs Fe Phos Is Dragging You Down (And What a Cleaner, Easier System Actually Looks Like)
Here’s the root of the problem: iron phosphate (Fe Phos) and zinc phosphate both create sludge by design.
When they react with the metal surface, they form a crystalline coating, along with insoluble solids that settle in your tank. That’s where the buildup comes from. It’s not a side effect. It’s the chemistry doing what it does.
The more you run, the more your system has to deal with. Here’s how to tell if Fe Phos is dragging you down:
1. You’ve Got a Cleanout Routine (and It’s Not Optional)
If your team starts the week by draining tanks, scraping sludge, and refilling chemistry, that’s not routine maintenance—it’s production time lost.
Cleanouts eat up labor, slow your line, and force everything else to work around the chemistry.
2. Your Rinse Stage Looks Like a Rust Bath
Sludge doesn’t stay put. It follows the parts—right into the rinse stages.
What starts as cloudy water turns into dirty tanks, poor rinse-off, and coating issues down the line.
Instead of a clean break between stages, your rinse water becomes another source of buildup, and another reason your team stays stuck in reaction mode.
3. Nozzles Keep Clogging…So Your Team Keeps Compensating
Sludge settles. And spray nozzles are usually the first to take the hit.
It builds up inside the system, causing pressure drops and poor coverage that throws everything off.
And instead of fixing the root issue, your team’s stuck swapping parts and chasing problems that shouldn’t be there.
4. You’re Using More Water Than You Want to Admit
Fe Phos systems rack up water waste in ways that are easy to overlook.
Tank dumps happen more often. Rinse stages overflow.
What feels like small adjustments can add up to thousands of gallons a month.
Add in the wastewater handling and chemical loss, and your “cost-effective” system starts to look a lot more expensive than it did on paper.
What’s the Alternative?
The simplest fix?
Use a chemistry that doesn’t make a mess in the first place.
Steelcote™ is a zirconium-based pretreatment system that was designed to run clean and is 100% phosphate-free.
Here’s how the chemistry is different….
Zirconium forms a thin, uniform oxide layer on the surface of the part. It’s a conversion reaction, but it doesn’t produce solids. This is the reason you can run for months without dumping your bath, flushing tanks, or unclogging spray nozzles.
And while traditional phosphate systems can require 6 or 7 stages to manage chemistry, Steelcote™ runs on just four.
Here’s what that looks like:
.png?upscale=true&width=800&upscale=true&name=Iron%20Phosphate%E2%80%99s%20Dirty%20Little%20Secret%20(2).png)
CPI’s 4-Stage Steelcote™ System:
- Custom Cleaner – Built for your soils and parts.
- Rinse – Single-stage, no multi-step rinse sequence required.
- Steelcote™ Application – Sludge-free zirconium layer for corrosion resistance and adhesion.
- Final Rinse – No sealing stage needed. No residue.
That’s it. Four stages. No sludge. No headaches.
What It Looks Like When the Chemistry Works for You
One of our customers—A-dec, a dental equipment manufacturer, was running two legacy immersion lines with outdated phosphate chemistry. It worked, but it came with high disposal costs, heavy metal waste, and constant cleanouts.
We customized a phosphate-free solution that cut energy use and eliminated heavy metals. It helped them reduce hazardous waste, move off the Large Quantity Generator (LQG) list, and secure a state energy grant in the process.
Want to see how Steelcote™ would work on your line? Contact us.
This Month at CPI
For over 25 years, CPI has been IATF-16949 Certified.
This certification is the gold standard for quality in the automotive world, and part of the larger ISO Quality System umbrella. It means tighter systems, better tracking, and zero room for inconsistency. And you’ll benefit whether you’re in the automotive industry or not – it’s just how we do things.
Here’s what that looks like in practice:
- We track customer-specific requirements for every account—labeling, dock hours, invoicing, and everything in between.
- Every raw material we use has to meet a CPI spec before it’s approved for production
- Product development is fully documented, tested, and proven to scale in our facility
- Quality or delivery issues don’t get brushed off—they get logged, reviewed, and tracked by senior leadership
- And we’re fluent in the systems many of our customers use—PPAPs, 8Ds, annual scorecards
It’s a milestone we’re proud of, because it raises the bar on how we support you.
💡 Got a specific chemistry problem? Contact us we love a good challenge.