When the line’s running and parts look fine, there’s little reason to question what’s happening at the surface.
But when production ramps up to meet summer cooling demand, hidden issues start to show.
Every year, we see HVAC lines under peak demand expose the same weak spots. Coils that smell. Brazing joints that fail inspection. VOC numbers that don’t make sense. And almost every time, the root cause is something that was already happening months earlier… it just wasn’t visible yet.
By summer, your line is running faster and under more stress than it was designed for. And chemistry reacts to that shift.
The shops who run smoothly through peak season aren’t lucky. They just understand how their chemistry responds when things heat up — literally.
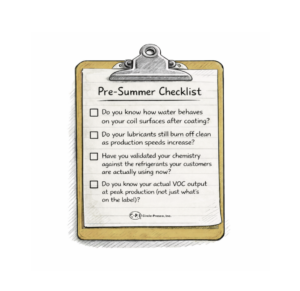
Here are four areas to evaluate before your summer schedule kicks in.
1. Moisture Retention on Coil Surfaces
In cooling mode, evaporator coils stay wet. Condensation is normal. What matters is how long that moisture stays on the surface. When water moves off the fins quickly, surfaces dry between cycles. When it lingers, conditions for microbial growth increase.
The fix: Hydrophilic coatings
Hydrophilic coatings promote water sheeting instead of pooling, which reduces retained moisture and supports consistent coil performance (this prevents odor complaints before they start).
2. Lubricant Burn-Off at Brazing Temperature
As production speeds increase to meet demand, friction heat rises. A fluid that performs at baseline may leave heavier carryover at higher speeds, contributing to washer buildup or furnace soot.
We use Thermogravimetric Analysis (TGA) to confirm lubricants evaporate fully before reaching brazing temperatures. At higher forming speeds, stable evaporation prevents downstream carbon residue.
3. Refrigerant Compatibility
Low-GWP refrigerants and modern oils are chemically sensitive. Trace residues can remain on components that later see high heat, pressure, and refrigerant exposure. If that chemistry hasn’t been evaluated for those conditions, it introduces risk that doesn’t always show up during normal production. ASHRAE 97 testing helps evaluate chemical stability and material compatibility before components enter the final system (where uncertainty is the last thing teams want).
4. VOC Output Under Increased Production
VOC compliance isn’t determined by label claims alone. Regulatory limits account for both the chemical composition of a product and the amount applied. As production increases, total chemical usage rises. Compliance depends on application efficiency. Tight control over coating weights and usage per part helps prevent emissions from scaling unnecessarily.
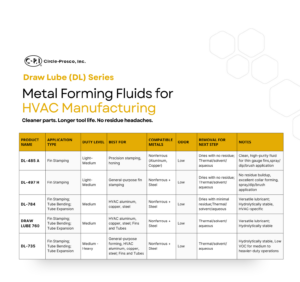
What We Run on HVAC Lines
HVAC manufacturing depends on chemistry that stays consistent when production ramps up. Request the Draw Lube (DL) Series Spec Sheet for a closer look at what we built for HVAC lines.
Don’t Wait for the Heat to Find the Flaws
Here’s the easiest thing you can do before the summer rush kicks in: test your chemistry.
If you want to get ahead of it, we can help.
Send us a sample of your current lubricant. We’ll run a TGA and Lubricity analysis in our lab and share the data with you.
It’s easier to verify performance now than troubleshoot failures in peak season.
Get in touch at info@circleprosco.com or reply to this email.