Zirconium pretreatment often gets labeled as difficult because it operates differently than the phosphate systems many plants have relied on for decades. The industry narrative suggests that the operating window is so narrow that maintaining it requires relentless effort.
This view confuses unfamiliarity with difficulty.
A pretreatment system is difficult to run when it fights the operator. Traditional phosphate systems fight back with sludge, scale, and clogged nozzles. They create physical obstacles that force the team to intervene constantly just to keep the line moving.
Zirconium eliminates those obstacles. The chemistry is liquid and the byproduct is minimal. The bath stays clean and the nozzles stay open. The process is not difficult to run. In fact, it is the most streamlined operation in the plant once the parameters are set correctly. The difficulty is a perceived problem, not an actual one.
The Actual Problem: Zirconium Process Mismatch
The real issue is rarely the chemistry. It is a process mismatch.
When a system fails, it is usually because the formulation was not engineered for the current operating reality of the plant. Zirconium is not a generic solution. It requires a specific setup to function correctly. Common sources of failure include:
- Formulations not engineered to handle high-silicate aluminum.
- Cleaners formulated with Phosphates that contaminate the Zirconium stage downstream.
- Load density changes that shift contact time unexpectedly.
- Spray systems running conditions that are actually better suited for immersion.
- Outdated controls that lack the precision to hold the necessary concentration band.
Plants often blame the zirconium coating process control when the real culprit is a system design that has not evolved to meet the needs of the plant.
What Plants See When Zirconium Is Set Up Correctly
When zirconium systems are engineered to fit the line, performance does not just improve. It stabilizes. The daily panic regarding quality control disappears.
Here is what that looks like in practice:
- Predictable Adhesion Across Shifts: You stop seeing “mystery failures” where parts pass salt spray in the morning but fail in the afternoon. Because the nanocoating formation is uniform, adhesion results become boringly consistent, regardless of who is running the line.
- Coating Weights That Actually Hit Spec: You no longer fight to stay within the narrow OEM window. A tuned system lands consistently in the sweet spot without the operator constantly dosing the tank manually.
- Longer Bath Life: Unlike phosphate, which saturates with sludge and reaction byproducts quickly, a balanced zirconium bath stays viable for much longer. We see plants move from monthly dumps to quarterly or even annual intervals.
- Troubleshooting Based on Data, Not Guesses: When a problem does pop up, the signals are clear. You can look at the pH or TA and know exactly what to adjust. You stop making blind additions just to see what happens.
- Drastically Reduced Wastewater Load: You eliminate the heavy metals found in zinc and iron phosphates. This simplifies your waste treatment and lowers your disposal costs immediately.
When those outcomes aren’t showing up consistently, something in the setup is working against the process.
How to Know If Your System Is Set Up Right
If you feel like you are working too hard to keep your zirconium line running, something is wrong. Run through this quick checklist:
[ ] Is the chemistry engineered for your actual metal mix? Mixed aluminum grades, galvanized steel, or high-silicate content change how zirconium behaves. A formulation that works on paper but ignores your incoming material will drift no matter how carefully it’s monitored.
[ ] Is the cleaner doing its job for zirconium, not just for phosphate? Phosphate relies on sludge to cover up surface imperfections, but Zirconium bonds directly to the metal. If the cleaner isn’t matched to the conversion chemistry, adhesion problems get blamed on the coating when the issue is actually upstream.
[ ] Do you have a troubleshooting plan based on process signals (not trial and error)? When something shifts, operators should know exactly which variables to check and adjust. If fixes rely on blind additions or “see what happens” dosing, the system isn’t set up to stay stable.
If you answered “no” to any of these, that’s why the system feels difficult. Zirconium doesn’t create complexity on its own; it exposes mismatches between chemistry, equipment, and process.
Simplicity by Design: CPI Zirconium Pretreatment
CPI’s systems are built to remove friction from the line, not add to it. While the elimination of sludge and high heat is standard for zirconium, our specific advantage lies in operational tolerance.
Steelcote™ chemistry is designed to fit real production. It operates within wider practical ranges to tolerate normal variation in load, flow, and part shape. When conditions shift, the system remains stable instead of forcing constant correction.
That simplicity carries through to configuration. We offer two proven setups so plants can match the process to their specific line constraints:
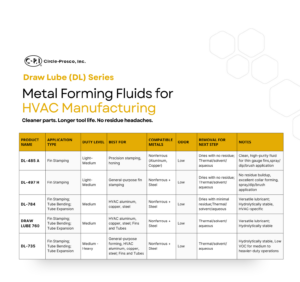
The 4-Stage Setup
The 4-stage system runs Custom Cleaner → City Water Rinse → Steelcote™ Conversion Coating → RO/DI Rinse.

This setup works well for larger, dirtier parts and for lines running a wide mix of metals. The dedicated cleaning stage provides consistency when soils vary across shifts, while the conversion coating delivers a clean, nanoceramic bond without sludge.
Because Steelcote™ runs at lower temperatures than phosphate, the system reduces energy demand while keeping parts in spec.
The 3-Stage Setup
The 3-stage system runs Steelcote™ 1750 Cleaner/Coater → Rinse → Rinse.

Cleaning and conversion happen in a single step, which reduces tanks, shortens the line, and simplifies maintenance. This setup is well suited for smaller assemblies where space and operator time are limited.
With fewer stages to manage and no sludge to remove, the process stays stable across shifts and runs with minimal oversight, making it an efficient way to implement zirconium without adding complexity.
The Bottom Line
Zirconium pretreatment isn’t difficult to run. Systems that aren’t designed around real operating conditions are.
When zirconium feels unstable, it’s usually because something in the process is mismatched (metal mix, cleaning performance, application method, controls, or line speed). Those mismatches create variability that gets misattributed to the chemistry.
When the system is engineered correctly, zirconium does the opposite. It settles into a predictable, low-intervention process. Adhesion holds. Coating weights stay in range. Bath life extends. Operators stop chasing the line.
The difference isn’t effort. It’s design.
If your zirconium line feels harder to run than it should, the fix isn’t more attention or tighter babysitting. It’s making sure the chemistry, equipment, and process are aligned with how your line actually operates. Learn more about how Steelcote™ zirconium is engineered to fit real production conditions.
Frequently Asked Questions
Q: Why do operators often think zirconium is unstable or hard to run?
It is usually due to process mismatch, not the chemistry itself. Early systems often tried to force generic formulations into lines that weren’t designed for them (wrong cleaning, wrong flow). When the system is engineered for the specific line—like Steelcote™—zirconium becomes predictable and boringly consistent.
Q: How does Steelcote™ handle process variation differently than legacy systems?
Steelcote™ is designed with operational tolerance, meaning it works within wider practical ranges for temperature and concentration. It absorbs normal production shifts without losing adhesion or coating weight stability.
Q: What’s the difference between the 3-stage and 4-stage setups?
Both deliver the same phosphate-free performance. The 4-stage setup keeps cleaning and coating separate. The 3-stage setup combines them into one step, reducing tanks and footprint.
Q: How do I know which setup is right for my line?
It comes down to your mix of parts, soil load, and floor space. Circle-Prosco works alongside suppliers to size the system correctly (balancing throughput, maintenance, and approval requirements).