Paint flux. Dip flux. Outsourced or In-House.
Everyone’s got a favorite. Everyone’s got a reason.
And hey, loyalty’s fine.
But in automotive heat exchanger production—especially when you’re brazing aluminum coils or e-powertrain cooling plates—format isn’t what holds the joint.
Fit is.
And that fit has to hold across tighter specs and leaner lines.
OEMs are narrowing brazing windows. Emissions standards are stricter. And more often, your line is expected to do more with less….less flux, less residue, less room for error.
If the flux wasn’t built for your production environment, it doesn’t matter what form it comes in. Swapping formats won’t fix residue OR stabilize joint strength.
Which leads to something most flux debates skip entirely:
How the flux application behaves in your process. On your line. With your variables.
If that alignment’s missing, the problem isn’t the product, it’s the mismatch.
We’ve helped teams spot those mismatches before they turn into flags, rework, or OEM pushback. If you’re ready to take a second look at your flux application process, we’re here to help. Just say when.
Fit Chemistry = Fewer Flags. Here’s How to Get There
Flux doesn’t work in isolation. It has to play nice with your furnace ramp, joint geometry, filler alloy, surface prep, rinse setup. All of it.
Here’s how to tell if the chemistry actually holds up:
1. Start with your furnace profile (not the lab curve)
Most fluxes are tested under ideal conditions. That’s not how your line runs. Use your actual ramp rate, soak time, and load density to define your furnace’s thermal profile. Then check whether that profile overlaps with your joint geometry and filler alloy melt range, because that’s the window your flux needs to be active in.
Ask your supplier for flux data that reflects your actual conditions, not a generic activation range. If the chemistry can’t survive your real thermal window, it’s not a fit.
2. Run a burnoff + rinse clearance check
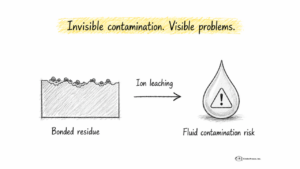
Residue problems don’t start after brazing. They start when flux doesn’t volatilize properly.
Stick to your current dry-off setup. Don’t tweak air speed or heat unless that’s your new standard. After brazing, inspect for residue, soot, and joint integrity (no added rinse steps.)
Good flux volatilizes effectively under your actual process conditions, minimizing residue without extra cleaning steps.
3. Build variability into your validation, but seek repeatability in your application
“Perfect conditions” are irrelevant if the line’s never perfect.
Stress test the application process during shift changes, furnace drift, and fill-rate swings. Check if joints stay strong and filler still flows.
Your braze process should hold up without a babysitter. If it only works when everything’s ideal, it’s not production-ready.
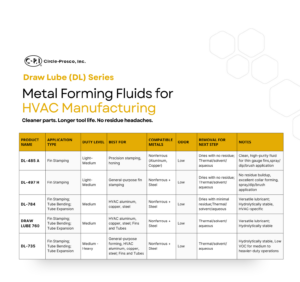
4. Check upstream + downstream compatibility
No flux lives in a vacuum. Look at what it touches: forming fluids, base metals, drying systems, VOC thresholds.
Ask your vendor for cross-compatibility data. Push for real samples in your process, not just claims. If adding the flux breaks something else, it’s not a fit.
5. Watch what happens to your flux volume
When the flux application fits, you don’t need as much to get the job done. Track usage over time. Are you using more to hold quality? Or less, without loss?
And review your rework logs, quality control flags, and any OEM pushback or returns. If those metrics improve, that’s a strong signal the flux application fits your process.
.png?upscale=true&width=1120&upscale=true&name=Mapping%20the%2012Ps%20(10).png)
Did You Know?
CPI offers Flux Reduction Support for automotive heat exchanger lines. We help suppliers use less flux without sacrificing brazing consistency.
Whether you’re running CAB for HVAC coils or flame brazing e-powertrain components, we’ll help you optimize for cleaner joints, fewer post-braze cleaning steps, and easier OEM approvals.