Automotive cooling systems have an inside-out problem that often gets missed.
The outside of the part looks great. Passes inspection, ships on time, no complaints.
The inside…
That’s where it gets interesting.
Flux residue. Free iron. Fabrication junk — all still bonded to internal aluminum surfaces after brazing. Just… sitting there. (That’s not us being dramatic. That’s just what brazing leaves behind and it used to be just fine. But New Energy Vehicles and high-performance coolants don’t leave room for error.)
And here’s the frustrating part. When things start going sideways, the internal surface of the heat exchanger is the culprit.
And it’s not just automotive cooling loops where this shows up. We see it in battery cooling infrastructure. Natural gas engines. Heat pumps. Aluminum and copper tubing. Stainless steel tanks. Precision machined components. If fluid runs through it and the internal surfaces weren’t dealt with after fabrication, the story usually ends the same way.
So what actually happens when that residue meets the working fluid?
The problems show up in a few ways:
✖️ Flow restriction: residue inside channels reduces flow and increases operating pressure. Not overnight…gradually. The kind of slow degradation that’s hard to diagnose and expensive to fix.
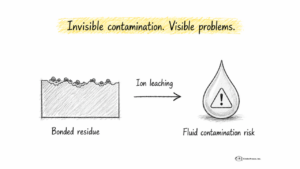
✖️ Coolant contamination: KAlF flux residue gets left behind on internal aluminum surfaces, where it starts leaching fluoride and potassium ions into the working fluid. In automotive cooling loops that depend on tightly controlled coolant properties, that shift can start affecting conductivity, pH, and corrosion protection faster than people expect.
✖️ Corrosion: free iron sitting on aluminum is a textbook galvanic corrosion setup. It creates localized corrosion sites that spread over time. People blame the coolant or the alloy but it’s usually the surface.
The common thread here… these problems are slow, invisible, and easy to blame on something else. So, instead of chasing contamination later, the smarter move is to deal with the surface before fluid ever enters the system.
The Inside-Out Fix
At Circle-Prosco, we solve this from the inside out. The residue, the free iron, the flux — none of it responds to flushing. These are bonded contaminants, and they require chemistry that can reach internal surfaces and break that bond before the system is ever filled.
Here’s how we handle it:
- Clean: Aluminum-safe cleaners remove flux residue, free iron, and fabrication contaminants from internal surfaces. These are bonded residues that flushing misses — the stuff that keeps leaching and corroding no matter how many rinse cycles you run.
- Passivate: Once the surfaces are clean, a zirconium-based conversion coating is applied to the internal metal. This step makes the surface less reactive and more resistant to corrosion and ion leaching. The coating is nanoscale thin, so it does not restrict flow or interfere with heat transfer, but it does create a chemically bonded barrier between the metal and the fluid.
If you’re dealing with heat exchangers or other fluid-contact components, take an inside-out look at what’s actually being left behind. Try this: rinse the internal surface of a post-braze part with deionized water and test the runoff for fluoride and iron. If either shows up, it’s leaching.
We offer internal cleaning and passivation for manufacturers who want to eliminate contamination and corrosion at the source. Find out more.
And if you want to see what’s sitting on your internal surfaces after fabrication, our Solution Squad team can help. Get in touch.