Trial: passed.
Coating: failed.
Tooling: worn out.
Post-Braze: leaking.
But sure—“it met spec.”
There’s a big difference between chemistry that clears a test panel and chemistry that can survive three shifts of HVAC fin stamping or tube expansion without falling apart.
One gets you through procurement.
The other gets you through a full production run without rework, residue, or your lead operator asking what’s going on.
But most fluids aren’t designed with your process in mind.
They’re built in labs, for labs, by people who’ve never cleaned a press or tried to find a root cause for brazing failures that keep piling up.
So yeah…..it might hit the numbers.
But if it’s fogging up the line, gumming up your tooling, and leaving behind that sharp, chemical stench that screams “we made the wrong call”?
It’s not helping.
And if your vendor tells you “that’s normal,” we’ll just say this—we’ve seen better. (And we can show you what it should look like, when the chemistry actually fits HVAC production. Let’s Talk.)
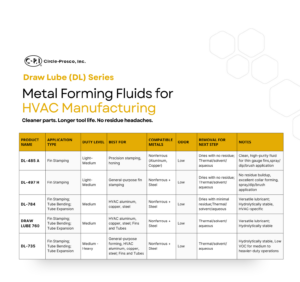
What a Good HVAC Forming Fluid Actually Looks Like
When a forming fluid is built for real production, you can tell. Parts rinse or degrease clean. Tools last longer. The brazing process performs consistently. Operators stop fighting mist and residue.
You’re not constantly adjusting the process to make the fluid work. It just fits.
Here’s what to look for in a lubricant that actually holds up on the floor:
1. Cleans easily (without a second wash)
Whether using a thermal degreasing process or an aqueous wash, your parts should come out of the cleaning step just that – clean. They shouldn’t require rework or need to be scrapped.
2. Reduces wear without overapplication
You shouldn’t have to soak parts to get protection.
The right fluid gives you smooth forming, long tool life, and zero gumming, even with light application. That means less fluid per part, lower overall spend, and more consistent brazing.
3. Low mist, low odor, low drama
If you’ve got overspray in the aisles or operators cracking windows, your chemistry’s doing more harm than help.
Low-mist, low-odor fluids protect your team and your throughput (no fogging up your forming station or your safety report).
4. Works with your actual setup
What passed in a lab doesn’t always pass on your line. Every plant has its own combination of metals, cycle times, pressure, heat, and cleaning processes.
The right lubricant works with that setup, not against it. If you’re adjusting your process to accommodate the fluid? You’re backwards-engineering a fix for bad chemistry.
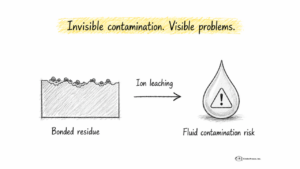
5. Doesn’t Come Back to Haunt You After Braze
Some fluids look great at the start, and then fail where it hurts most.
Not getting the right height on your stamp. Brazed units that don’t pass leak tests. These aren’t random failures, they’re signs that the fluid isn’t providing the right forming capability and then getting out of the way of your furnace. A real HVAC-ready fluid runs clean through all stages, and stays out of your rework log.
What We’ve Learned from the Floor (Not the Lab)
(aka: The Questions That Actually Matter When You’re Not on a Trial Panel)
Most fluids pass a spec. That’s easy.
But what happens when your fin stamping line starts heating up and you don’t have time for scrap and rework?
That’s where things get real.
If you’re running HVAC fin stamping or tube expansion, here’s what you should be asking your vendor before the next drop hits your tank:
- What performance standards does your lubricant meet—beyond the spec sheet?
(Think ASHRAE compatibility, flame brazing, residue after braze.) - How do you ensure batch-to-batch consistency and quality control?
(Especially critical for complex forming processes and aluminum expansion.)
- What kind of post-sale support do you provide?
(Do they walk your line, or just drop off a drum?) - How does your lubricant impact total cost, not just price per gallon?
(Include tool life, rinsing time, rework, and waste handling.) - Can you show proven results from other HVAC manufacturing lines like ours?
(Bonus points for aluminum fin and tube production, not just general metalforming.)
If the answers sound vague, that tells you everything.
The right partner won’t just give you specs, they’ll walk your line and make sure it actually works. See how we approach HVAC chemistry.
And if you’re not sure where to start? Reach out to the Solution Squad.
This Month at CPI
Running a paint line isn’t easy work.
And most teams don’t get formal training—they learn the hard way (through trial, error, and late-night troubleshooting).
We kept seeing that pattern. So we decided to do something about it.
Paint Line University is our way of backing up the people who keep the line moving.
It’s not just training, it’s a shared space to learn, ask, and troubleshoot alongside others who’ve been there.
What’s inside:
✔️Short, practical courses from the CPI Solution Squad™
✔️Clear guidance on pretreatment fundamentals, troubleshooting, and best practices
✔️A community space for sharing tips, questions, and hard-won lessons
Some of the courses we offer:
↘ Pretreatment 101 – the fundamentals explained without the overcomplication
↘ Pretreatment Chemistry – what’s happening in your tanks (and how to keep them right)
↘ Finishing System Design – what to consider before you bolt everything down
↘ Cost-Saving Hacks – simple changes that save time, chemistry, and water
We built this because we’ve spent decades in pretreatment, and we’ve seen how powerful the right support can be.
It’s free, and designed with your team in mind. Join Paint Line University.